
艺苑交流 | 木版画的板木研究——合板
平木美鹤
序 言
回顾历史,最早出现的“版”,可以追溯到在绳文土器上印出纹样的绳子。随着时代的发展,人们对于画面的大小与复杂程度的要求都提高了,“版”的形式也由最初用一种物品进行拓印,演变为木制的、更加方便入手、适于加工和保存的 “版”。在奈良时代,“版”多与宗教相关。依托它的复制性,佛的功德能够在人群中广泛传播,因此往往被用来印制佛像,又或是供养贴、劝进贴等。到了镰仓时代,出现了宋刊本的复制画和木版画绘卷。进入室町时代,在寺院法会等佛事时使用的当妈曼陀罗(101.6*90.6cm)等大型木版画作品表明了木版画的技术水平正在不断提高。
江户时代以前,印刷用的雕版被称为“梓”,从而留下了“上梓” 、“梓行”等词汇。然而查阅字典会发现,古时候的梓“并不是一种特定的植物,有可能是指赤芽槲、 木角豆或桦木等”。(讲谈社彩色版日本语大辞典)赤芽槲是一种日本特有的植物,中文名叫野梧桐,木纹较粗、质量轻软。木角豆是中国原产,中文也称梓树,木纹比较粗,质量轻软。这两种木材虽然都不适合用作版木,但木角豆的中文名中有一个梓字。桦木也是日本原产的植物,是一种很好的散孔材(图1),由于其木质细密,具有良好的弹性和较强的强度,也被用作制弓的材料。由此推断应该也适合用作雕版,但这一点并无定论。
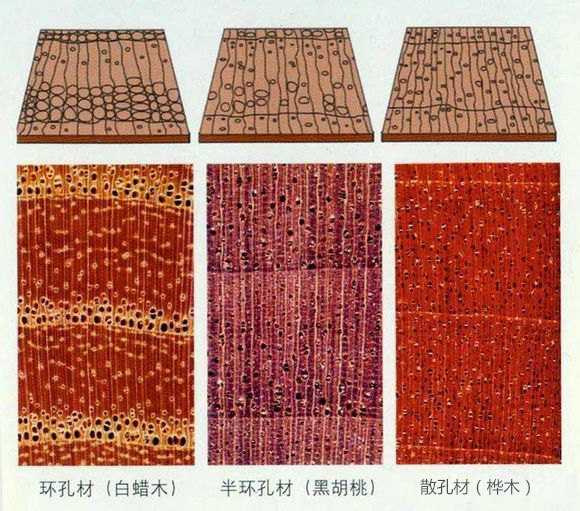
图1 各种木材的木纹粗细程度
可以想见,在江户时代固定用樱木之前,前人一定经过了许多尝试。江户时代,町人文化盛行、插图本得到普及。其中的插图从书本中独立发展出来,成为浮世绘中的墨绘、丹绘和红绘,再经由铃木春信的套色木板“锦绘”,将木板画的技术推向巅峰。浮世绘所使用的木板不只要求木纹细密、软硬适中,还必须拥有均一的密度和硬度。同时还需要价格实惠、可以在一定范围内自由调整大小。樱木兼顾了上面这些条件。除了樱木以外,在雕刻精细的头发等部分时也会使用黄杨木。
随着时代的前进,到了明治中期由山本鼎、石井柏亭等发起的创作版画运动开始了。他们将“创作版画”定义为“不以复制为目的、而是通过艺术家自己刻板、自己印刷来达到创作目的的一种绘画形式。”这与江户时代的浮世绘截然不同。这一运动也促进了日本创作版画协会、日本版画俱乐部的成立。创作版画运动大多是由洋画家引领的,到了大正时期,也出现了试图从版画寻求创作突破的日本画画家。昭和初期,春阳会、国画会等设立了版画室和版画部,日本版画协会也在这个时期应运而生。这一时代使用的版木多种多样。例如川上澄生追求用木质偏软的版木做出柔和的画面效果,因此使用了朴木。前川千帆则是用比朴树更硬、但是偏脆的桂木。平塚运一使用的是偏硬的樱木。可见,基于创作木版画运动的理念,画家们往往根据自己的创作风格选择版木,使用了桂、朴、樱等木材。战后,日本先后出现了许多在国际版画展获奖的现代版画家,这使现代版画作为一种艺术形式得到了认可。乘着美术发展的风潮,60年代的抽象派画家和70年代的概念画家都在国际上得到好评。近年来,版画的特征之一是大型化。通过版画这种间接技法,画面表现能够得到强化,这使得版画也与其他画种一样得到重视。现代,合板成为木版画创作的主要版木,也是因为合板更加符合现在的艺术家对于版木的需求。因此,本期选择了合板作为木版画相关研究的主题。希望能够在综合了解合板的概要之上,进一步理解合板的特质、探讨其中蕴含的可能性。
关于合板
合板的历史
最早出现合板的概念,可以追溯到公元前2600年,在埃及的金字塔中发现了用早期的合板制作的家具和储物用品。在这之后的巴比伦、亚述文明再到希腊、罗马时代的王朝家具、墙面上,都可以发现合板的存在。在中国也发现了公元前就有用合板制作的工艺品。在日本,奈良时代就有合板制作的工艺品,如正仓院宝物中的《太子的手筥》和《紫檀木画双六局》等都使用到了合板,现在依旧还保持着精美的面貌。
1870年左右,在澳大利亚首次出现了用近似于现在的旋切机的机械切割单板、再制成的合板。而合板第一次引进日本,则是1894年芝加哥世博会的时候。1907年,浅野吉次郎发明了国产的旋切机,并生产出了合板,这是日本最初的国产合板。当时,制作合板的木材并没有固定,往往是从山林中采伐出什么就用什么,最终的出材率也很低,只有30-35%。合板的粘合使用了米糊、蛋白、胶水等不防水的材料手工涂布,既容易发霉,还容易脱落,质量并不理想。1917年,日本进口了牛奶酪蛋白胶粘剂作为粘合剂,从而开启了大尺寸合板的生产期。1929年开始进口后,柳安木成为了日本生产合板的主要木材之一。出材率也从之前的35%左右提升到了60-70%。1931年,随着更为廉价的大豆粘合剂的推广,生产合板的工厂也新增了许多。
二战刚结束时,出现了许多粗制滥造的合板,后来由于驻日美军开始向日本的合板工厂下订单并提供了直接从美国进口的粘合剂,日本的合板生产质量渐渐有了提升。在此基础之上,尿素类的粘合剂被用于生产,同时制造工艺的研究逐步发展,干燥法上出现了高周波法、低周波法、电气合板烘干机等工艺代替了原始的干燥室法。1955年,以尿素为主流的合成树脂粘合剂也开始出现,各种真空高温、高效能的干燥机械也逐步发展,合板的品质得到了飞跃性的提高。直至今天,合板的制造工艺依然在继续发展。
单板的种类
合板是将3张以上的单板(薄板)粘合在一起制成的板材。不同的木材得到的单板木纹也不尽相同,这里从制造方式将单板生产分为4种类别。
A 旋切机切削
B半旋切机切削
C切片机切削
D用锯子切削
以上四种工艺,A由于是旋切的,只能得到常见的不规则山水状木纹,B、C、D则可以得到年轮呈现平行状态的垂直木纹和一些特殊木纹。
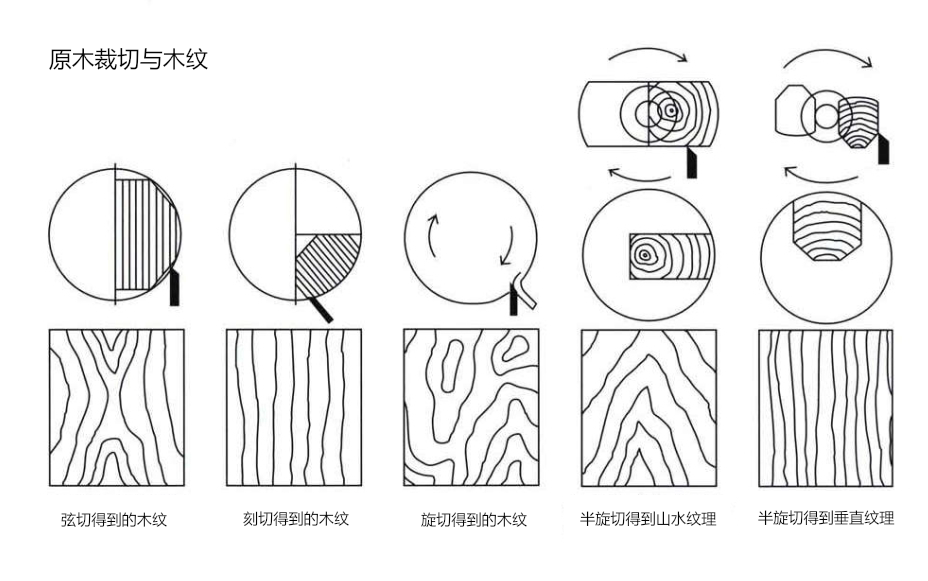
图2
合板的性质
合板是指将木材加工成薄薄的木皮(单板),再按照木材的纹理方向垂直层叠粘合而成的板材。合板的层数都是单数,常见的有3合板、5合板,最多的也有9合板。厚度通常有1~30mm。与金属相比,木材的特点有:(1)方便制作。(2)强重比高。(3)热传导小,比热容大。(4)能够吸收机械性震动。木材最明显的缺点就是机械性和吸水性,这导致了单板容易伸缩、各向异性明显。(例如,从拉伸受力(kg/cm2)来看,顺着纤维方向拉伸的受力可以达到1000~1400,纤维方向30°拉伸时受力变为250~350,60°时下降到120~160,垂直于纤维方向拉伸时只有30~70) 。这些缺点,通过垂直层叠木纹粘合成合板得到了改善。同时合板质量轻薄、扁平、单位面积价格低,通过树脂浸渍可以改变其性质,因而也广泛用作建筑材料。
合板的制作工序
合板的制作工序大体上可以分为:切削工艺、单板工艺,合板工艺,完成品工艺。
(1)切削工艺
将原木切割成一定的尺寸、用旋切、弦切等切割方式制成单板,再加工成需要的大小。
蒸煮
比重大的国产阔叶木原木会蒸煮进行杀虫和木质软化。柳安木、椴木等比重小的木材不进行这一步加工。
横切机
将原木裁成一定的长度。使用电锯。
起重机
将原木搬送到旋切机。
旋切机
将切片刀以微小角度插入原木,一边旋转一边切割,制成带状单板。
收卷机
把带状的单板卷起来,准备切割时送料。
平削机
将用剖料切切割出来的木板进一步刨平、制作垂直木纹的单板。
单板裁剪机
将不能用的部分除去,一边选别一边裁切出所需的尺寸。
另外还会用到打磨设备等。
(2)单板工艺
这一步主要对单板进行干燥。
单板干燥机
将切割完的单板进行辊筒式或网带式热风干燥。
现在也出现了可以直接对旋切出来的带状木皮进行干燥的设备。
单板拼接机
尺寸不够大的单板将进行拼接,并将接合面削平。
纸带式拼接机
将上一步加工过后的单板用胶纸带拼接。
无带式拼接机
不用胶纸带而是直接涂胶拼接。
(3)合板工艺
给处理好的单板涂上粘合剂,施加压力使其粘合,制成合板。
板材涂胶机
在单板表面涂布粘合剂,组成板坯。
冷压机
对涂胶后的板坯施加强压使其粘合。
热压机
对冷压后的合板进行加热压缩,使粘着剂完全硬化,从而达到完全粘合。
也有的工厂只进行冷压或热压。
(4)完成品工艺
将粘合后的合板按照需要的尺寸裁切、打磨砂光。
齐边机
把合板裁成一定的尺寸。
刨木机
把合板表面进一步刨平。
砂光机
打磨砂光。有鼓式砂光机、宽带砂光机、自动砂光机等种类。
粘合等级
按照日本农林规格(JAS)的规定,合板使用的粘合剂分为下面四个等级。
一类合板(完全耐水型合板)
使用P・F(P=酚、F=甲醛) 、U-M・F(将U=尿素中的M=三聚氰胺加入U=甲酚・F=甲醛中制成的胶),又或者是甲酚-甲醛树脂作为粘合剂。湿强度值(值在标准条件下被水浸湿时的拉伸强度值)在9~11kg/cm2、使用U-M・F的湿强度值至少在8kg/cm2以上。主要用于户外以及建筑物的外装。粘合剂的树脂涂布量要在330g/cm2的条件下进行冷压(2hr、10kg/cm2),再进行热压(105~110℃、10kg/cm2、4~6分。)
二类合板(高度耐潮型合板)
粘合剂主要材料为U・F、再添加大豆粘合剂或小麦粉增量到1.5倍,能够在一定程度上耐潮,湿强度值在9~10kg/cm2左右的内装用合板。主要用于建筑物内装、家具和车辆等。
三类合板(普通耐潮型合板)
粘合剂跟二类相比掺入更多的大豆粘合剂或小麦粉。或者使用酪蛋白胶作为粘合剂,湿强度值在8~9kg/cm2左右,主要用于家庭用内装。
四类合板(非防潮合板)
粘合剂中加入了更大量的大豆粘合剂或小麦粉,湿强度值在5~7kg/cm2左右,适用于对防水性没有硬性要求的用途。
合板的可能性
现在,随着使用合板创作木板画的普及,木材的生产能够做到扬长避短、质量上也有一定的保证。但是面对将来木材资源的减少,胶合板、层积材的利用价值很可能会越来越高。在现代,用浮世绘技法进行创作的艺术家已经很难得到优质的樱木板了,用樱木木材加工成的合板,或者将使用后的樱木板二次加工制成的合板也受到好评。
虽然艺术家们对于如何使用合板进行画面表现都有各自的心得,但板材也有可能会限制画面的表达。因此进行板材选择、寻求更适合自身创作的板材也是创作中必要的一环。一般来说,市面上的版画用合板多是柳安木板、椴木板,入手其他木材的合板现在并不容易。与此相对的,用于建筑内装材料的实木贴皮板有许多种类可供选择。按照木材的种类分为针叶和阔叶材两类。针叶材主要有国产的和美国产的杉木、柏木、松木、云杉木等,种类不算太多。但阔叶材有更多种类可供选择。比较常见的有中国、苏联产的橡木、水曲柳木、桦木等,另外有北海道阔叶木、榉木等国产木材,美国产的胡桃木、橡木、东南亚产的柚木、花梨木、黑檀木,非洲产的沙比利木、猴子果木等。按照树木的种类分有上百种流通的木材,但由于一些种类存在需求少、资源减少、产地国采伐限制而无法进货、价格不适合等情况,因此市面上常见的种类在五十种左右。根据切割方法分为平锯单板、旋切单板、半旋切单板等。根据原木切割的工艺,又可以得到不同的木纹材料。这些木材种类繁多,具有各自不同的性质,适宜各种不同的用途,所生产的厚度也各不相同。如此想来,今后在版画用木板的研究上还有许多空间。
小 结
现在木版画所使用的木板主要是合板。其特征在于与原木板相比伸缩的方向性比较小、强度也更大。同时更轻、更薄、面积更大、也使合板在现代木板画创作中被广泛使用。理解合板制造的工艺,或许能为利用合板进行创作的艺术家提供一些启发,拓宽表现方式。

征稿启事
为加强水印版画的传播与推广,本公众号栏目“佳作推介”长期面向广大水印版画爱好者进行征稿,在本栏目刊登与水印版画相关的作品和文章,希望广大艺术家积极支持和参与,现将具体征稿要求详细列明:
官方网站:gdmwp.com


